Yes, I am an old fart. Even though I am 46 years young, my old fartiness shows when I lust to visit stores like Radio Shack or Fry’s Electronics. But once inside the store, I gravitate to the electronic components and tools instead of the consumer electronics that everyone else heads for.
This is because I grew up being a “solder jockey” and enjoyed the smell of smoking solder rosin as I constructed Heath-Kits, Archer-Kits, Craig An-derton’s Do-It-Yourself (DIY) guitar effects pedals, repaired audio gear and built patch cables. Unfortunately, our baby boom generation has not trans-ferred the joys of DIY electronics projects to the current youth, and soldering skills have virtually vanished from practice. Coming from the electronics industry, it was common that all engineers, technicians and assemblers read the MIL-STD-2000 practices for soldered electronic assemblies and passed the yearly certification exams. Even this level of soldering competence has gone the way of the telegraph.
So, to assist in bringing new hands into the live sound production industry, having reasonable hand soldering skills is a must-have when in the real world. I cannot expect beautifully shiny reflowed solder joints from newbies, but at least I can provide a few tips and techniques to get this Soldering 101 class started.
Tools
It is fairly common in many install front of house locations to have a cheap pencil soldering iron in a tool drawer or hanging from a nail in the wall for last-second quick repairs on cabling. I spent most of my youth using these 15-watt pencil-type soldering irons, the ones that feature a two-minute warm-up time and tips that corrode to nubs after heavy usage. Thankfully, I have avoided the sin of using 100-watt solder guns that are best used for repairing stained glass lampshades. But if you really want to solder well, invest in a solder station with a thermostatically controlled tip temperature element. Yes, it will cost you $50 or more for such a station, but the joys of having the right amount of solder-melting heat for making perfect solder joints is worth it in the long run. And while I keep a new-fangled battery-powered solder iron in my live sound tackle box, its measly six watts of power is not enough heat for large wires or Speakon contacts.
But a soldering iron is just one of the tools needed for good soldering practices. Things like high-quality screwdrivers, needle-nose pliers, diagonal cutter pliers and no-nick wire strippers are also needed for electronic soldering repairs. If possible, bring an experienced electronics assembler with you when shopping for hand tools — the small micro tools are the ones to use, not the larger general purpose tools available in home improvement stores. And, unless you have mastered wire stripping using the two pliers method, invest in a quality wire stripper. One type of wire stripper is a multisize slot-ted “pull-apart” style that is great for larger wires (#12 to #20 AWG). But the best wire stripper is the new wire-size-independent (self-adjusting) end-pull strippers with two sets of teeth (grip and strip). Consult the Techni-tool catalog (www.techni-tool.com) for a plethora of electronics hand tools.
Solder
For electronic soldering, a spool of 60/40 tin/lead wire solder with rosin core is the best material. And before the “antilead Nazis” come to banish leaded solders, I recommend that you purchase a couple of one-pound spools of thin diameter 60/40 rosin core wire solder. Otherwise leaded solders will go the way of Freon in the foolish belief that we need to expunge all slightly hazardous materials from common usage. If you ever want to get me ranting, just bring up the subject of banning Freon-TF from electronics assembly usage. In the future, most solders will be 100% tin and will require higher soldering temperatures to reflow connections (solder joints). Higher soldering temperatures risk melting other materials like circuit boards, plastics and the occasional finger that were not planned to melt under typical couple-second reflow time periods.
If you have the luxury of setting a soldering iron tip temperature, choose 650 degrees Fahrenheit for use with 60/40 solders. Do not use solder with-out a rosin core (R or RMA) flux, as the flux in the core is needed to deoxidize the metals to be joined together. The rosin core flux does this quickly to ensure the solder wicks to both surfaces to be joined. Acid-core fluxes are not for electronics work, but for joining copper plumbing pipes with a butane torch.
Soldering Technique
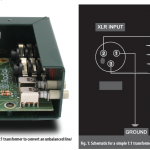
The first thing they teach you in soldering school is that good solder joints start with good mechanical connections prior to reflowing solder over the connection. Having mentioned that proverb, I know I willingly have violated it countless times, based on experience or expediency. However, if a good mechanical connection can be done via crimping or wrapping wire around a solder tab or post, then take the time to do so. A good example of an ex-ception is Figure 1, where a solder cup of an XLR connector has a wire placed into the cup, but before reflow, there is no mechanical strain relief at the connection. Thus, you are violating the rule that solder must not be the sole strain relief device for the connection. In the XLR/wire case, the connector chuck further back on the cable makes the mechanical strain relief.
“Tinning” is a preprocess of making solder connections where both surfaces to be joined are “tinned” by reflowing a small amount of solder from your spool onto each surface. For solid or stranded wires, you should prebend any stripped wire ends before tinning to remove fraying strands and take the close-to-final shape of the soldered connection. After tinning, the wire will be stiffer with the extra solder on the surfaces, and bending may be much more difficult. The process of tinning does two things: first, it allows the rosin flux to clean the metal surface and prove to the assembler that the metal will adhere to the solder. Second, tinning is done just seconds before the final solder reflow, and the tinning heat applied preheats the surfaces for a quick last reflow connection.
Solder connections need to be heated within a few seconds for small electronic items like small wires and components. The risk of spending tens of seconds with the iron touching both surfaces is that the heat will begin to transfer away from the connection and start melting things that should not be melting. Larger solder connections require either thermostatically controlled soldering irons or slightly larger soldering irons (40 to 50 watts) to quickly apply massive heat, reflow the solder and promptly remove the iron.
Another solder school rule is that the soldering iron is to be used to heat both joined surfaces and placed at the intersection of both surfaces. Again, I have violated this rule countless times, but the rationale is important. The idea behind this rule is that the joined surfaces will do the melting of the solder, not the tip of the soldering iron. Per the rule, the solder is to melt via touching the joined surfaces and not necessarily on the tip of the iron. Ideally, the wire solder is to be fed into the trio of the joined surfaces and iron tip after a second or two of heating time. To ensure this happens quickly, the soldering iron tip also must be freshly tinned so that a small amount of molten solder on the iron’s tip is the heat transfer conveyance. The wrong way is to premelt a bunch of wire solder on the iron’s tip and then stick it onto the joined surfaces.
The right amount of solder to make a solder joint connection is measured by visual feedback. The joint should have concave rounded surfaces (fillets) between the surfaces to be joined. Too much solder will have blobs or balls of solder and is a symptom of being too rushed and feeding too much solder wire into the surfaces. Too little solder is also a problem as the surfaces do not have enough solder to grab the connection mechanically or electrically. Too little heat or too much heat can affect soldering as well. Crinkly or cracked solder joints are a sign of too little reflow heat or movement of the surfaces to be joined (steady hands needed). Excessive heat will spill solder away from the joint and obey the laws of gravity. Correct amounts of heat will make the molten solder grab onto the surfaces (surface tension). Figure 1 also shows pictorially the too-little, just-right, too-much solder examples.
Summary
This 101 mini-soldering school course just covers the basics. Hopefully, we will bring a Soldering 102 article forward and discuss/depict a few more common soldering encounters in the live sound environment. The best soldering is done back at the shop and not performed under the time pressure of the show at the venue. So when it comes to cables and wiring, keep a spare cable of every type used and do your cable repairs on your schedule. And remember “soldering” and “sodomy” are two completely different things.
You can e-mail Mark at marka@fohonline.com.